2021.09.14
2021年9月14日
一般財団法人東京顕微鏡院
食と環境の科学センター 信頼性保証室 平井 誠
皆さんは、『試験検査の結果』と聞いてどのようなことを思い浮かべられるでしょうか。身近な例では、健康診断の結果をイメージされる方も多いと思います。ご自身の検査結果と基準範囲を比べて一喜一憂されることでしょう。検査の結果が、少しばかり基準範囲を超えても当日や前日の体調(例えば飲みすぎ)によっても影響するので、さほど驚かない方もいらっしゃるでしょう。また、検査にも多少の誤差があるだろうと考える方もいらっしゃるでしょう。
しかしながら、普段から健康的な生活に努め、体調にも大きな変化がないのに基準範囲を大幅に逸脱していたり、前年の結果とも大きく異なれば、不安になるとともに「検査は大丈夫なのか?」と疑いをもたれる方もいらっしゃるでしょう。
食品検査でも、添加物の使用量や農薬・動物用医薬品の残留濃度は数値で報告されます。この時、その試験結果が法令に適合していることはもちろんのこと、さらに厳しい基準に適合することが製品の取引条件となっている場合もあるでしょう。事業責任者であれば、試験結果に誤差があるとしても基準値を逸脱していれば、その試験結果を簡単に容認することはできないでしょう。ほんの僅かな数値の逸脱が、大きな経済的損失をもたらすことにもなりかねません。そこで、このような試験結果への疑念を払拭するためにも、誰もが納得できる「真の値」を求めることは可能なのでしょうか。
食品の国際規格を作成するコーデックス委員会では、「真の値」とは観念的な値であり、「ある量の定義と一致する量的値 ; 誤差の観点から測定を記述するアプローチでは、真の量的値はただひとつであり、実際には知り得ないと考えられている。(後文、略)」1-1と定義されています。どれほど正しい分析・試験や測定の手順であっても、その測定結果に誤差が付随しているものと考えられ、真の値は不可知量とされています。
では、誤差とは何でしょう。同様にコーデックス委員会では、「測定された量的値-基準となる量的値」1-1として、測定誤差はほとんどの場合、大誤差、偶然誤差、系統誤差の3 種類に区別することができるとされています。
一つ目の大誤差(gross error)は、試験の過程で発生する意図しない、または予測不可能な測定誤差で、一般に誤差論の対象外であり、ここでの話でも対象外とします。
二つ目の偶然誤差(random error)は、すべての測定値に含まれ、試験を繰り返し、その結果が平均値の上下に分布する要因としています。イメージとして偶然誤差の累計は「0」に近づくと考えられます。「1つの測定値の偶然誤差を補正することはできないが、観察の回数を増やし、分析者が訓練を積むことでその影響を低減することは可能である」1-3としています。
三つ目の系統誤差(systematic error)は、反復測定で一定のまま変わらない、または予測可能な形の変動を示すもので、この誤差が既知の場合は、それを補うための補正が可能な場合があるとしています。
誤差を測定値から真の値を引いた差とも解釈もできますが、「真の値」は不可知量とされています。すなわち、誤差とは「偶然誤差+系統誤差」として考えられます。
では、試験結果とは何でしょうか。長くなりましたが、ここからが本題です。
私たち試験所は、報告した数値結果の正当性などを求められることがあります。一昔前(大昔)は、試験者や指導者の実績や社会的認知度によって結果の信頼性を説明した時代もありました。その後、試験所は試験の経過と報告値の算出式を記録して、定められた手順の通りであったことを説明することで結果を主張してきました。近年では、品質管理の手法に則り、いわゆる精確さ(図1)の管理状況から説明することが一般的になりました。
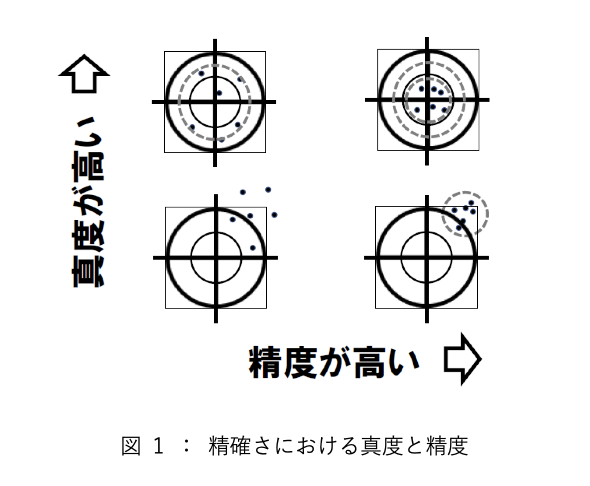
しかしながら、ここまでは真の値(図1 十字の交点)が存在することを前提に試験結果を説明していますので、正しい試験結果についての議論はとても困難なものでした。現在の国際的な「試験結果」の説明のあり方として、真の値(一つの量的値)は存在しないことを前提にした「測定の不確かさの評価」が求められるようになっています。
「不確かさ」とは妙な表現ですね。ここで「測定の正確さの評価」などと表現した場合、暗に真値が存在することを認めた表現になってしまいます。「不確かさ」とは真値が存在する範囲(幅)を確率分布(およそ95%)から表現しているものです。
測定の不確かさは、物理測定の考え方から濃度試験などにも取り入れられるようになりました。食品試験における測定の不確かさの評価の手順は、JIS規格やコーデックス委員会のガイドラインなどで紹介されています。ここでは、評価方法の詳細は省略しますが、その方法にはボトムアップアプローチとトップダウンアプローチが紹介されています。
ボトムアップアプローチは、試験プロセスのあらゆる段階におけるばらつきの成分を積み上げ(標準偏差の合成)より評価するものです。このアプローチは、試験者が試験法の誤差について深い理解が得られる反面で、多くの労力を要することから、いくつかの分析操作を含む複雑な試験法よりも、長さや質量の物性量の測定に適していると言われています。
トップダウンアプローチは、試験所内の長期的な品質管理データや試験データを利用して評価したり、外部機関による力量試験(Proficiency test)の結果から評価できる可能性があることから、より実践的なアプローチとされています。
これらの方法に優劣はなく試験所の採択に委ねられていますが、例えば農産物と農薬の組み合わせは膨大であり、積み上げ方式のボトムアップアプローチでは過少、過大評価の可能性があり、より慎重な検討が必要とされています。
少し話が複雑になってきましたので、続きは後編でご紹介します。
(参考文献)
※文中の用語については、その定義を損なわないよう留意しつつ、コラムの目的に鑑み、一部改変して用いています。
 検査窓口のご案内
検査窓口のご案内 検査依頼書
検査依頼書